Sign up for the PlasticsToday NewsFeed newsletter.
Sponsored By
Proofing complex injection molds
March 1, 1997
4 Min Read
.svg?width=850&auto=webp&quality=95&format=jpg&disable=upscale "Proofing complex injection molds")
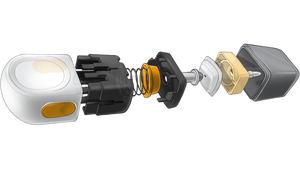
A polyurethane mold proofing system helped Nicolet Plastics fine tune the mold for a defibrillator handle. In the foreground is the molded part; the polyurethane part generated with the mold proofing system is in the background at left. |
Nicolet Plastics (Mountain, WI) is a custom molder serving a wide variety of markets, molding parts for such industries as medical, office furniture, automotive, and aircraft. Like all molders, Nicolet is faced with time-to-market pressures. And the company makes its own tools. But proofing those tools has been a long process. A recent project to mold medical defibrillator handles provided Nicolet with the opportunity to decrease the development time through the use of a fast-setting polyurethane especially created for mold proofing.The part, which was ergonomically designed for easy handling by medical personnel, was first generated using stereolithography to form a series of model generations. When the final design was completed, the CAD file was supplied to Nicolet to cut a multipart mold with undercuts, side actions, and angle pulls. "Defibrillators, like other medical equipment, are expensive," says Phil Hartman, Nicolet's president. "As a result, customers expect that each molded section of the unit will be produced without detectable surface marks or imperfections. To satisfy these tough requirements, we've been through at least eight rounds of tooling alterations to eliminate small mismatches in the complex mold."To verify part appearance and dimensions in the traditional way, Nicolet toolmakers mounted the mold in the press, set up the injection pressures and temperatures required to mold several handles from medical grade polysulfone, molded the parts at 600 to 700F, and placed them in the dryer for 4 hours. Total time elapsed to get a part: about 7 hours.
1. Nicolet toolmakers start the mold proofing procedure by spraying mold surfaces with a silicone release agent. |
2. After the mold is fully coated, a clay dam is built around the mold section to be injected with polyurethane. |
3. Polyurethane is dispensed into the closed mold. |
4. After a 15-minute cure, a thermoplastic-like part is removed from the mold. |
Partway through the process, Nicolet began using a new proofing system to check out each round of changes. The proofing material, RP 6456 polyurethane supplied by Ciba Specialty Chemicals Corp. (East Lansing, MI), can be quickly dispensed into a steel injection mold to produce a thermoplastic-like part in 15 minutes. With this system, the mold can be prepared and parts can be shot in less than an hour, says Hartman. "Unfortunately, we only used the fast-setting polyurethane for the last several changes, so the mold was not finalized as quickly as it would have been if we had had the ability to hand bench it in the toolroom during the entire finishing phase," he explains.Proofing ProcedureNicolet toolmakers proof molds following this simple four-step procedure:
Coat the mold with Ciba RP 78-2 silicone release agent followed by an application of Ren RP 805 paste wax. After the wax is wiped on the mold surface, remove the excess, allow the paste to dry and then buff it.
Build a clay dam around the mold section to be injected and close the mold.
Install a cartridge of RP 6456 polyurethane in a 200-ml dispensing gun, mix system components in the static mixing nozzle, and inject the polyurethane into one side of the mold until it flows out the other side.
Demold the finished part after 15 minutes.
According to Hartman, "Our toolroom is saving thousands of dollars on mold manufacturing this way. It allows our toolmakers to shoot parts on the bench and quickly see the results of mold changes. We can also produce prototype parts in the toolroom without tying up valuable press time." The cost for the dispensing gun is about $250, a tube of the polyurethane material runs around $20, according to Hartman. The handle is a 5-oz part. Hartman says the material is dimensionally accurate to within .003 inch with very little shrinkage. The material is best used for checking cosmetic and external details, he adds. "We still run the final acceptance trial in the traditional way, but all those intermediate steps can certainly be made more efficiently."
You May Also Like